- Knowledge Overview
-
Wood is used everywhere in musical instruments, including acoustic components, small parts, and movement parts. Therefore, the unique texture and characteristics of the wood determine the performance and value of the instrument. In order to maintain acoustic characteristics and the performance of the instrument when played, it is common to select high-quality wood with few defects and irregularities. However, in order for high-quality wood to grow in forests, long-term and well-managed forest management operations are required, and even artificial forest materials rarely produce materials that can be used for musical instruments. Therefore, unique know-how is required to continue to stably procure wood suitable for musical instruments.
Most fast growing timber is produced as pulp and building material through short cutting period artificial forest operations, and is also useful for stable timber use and musical instrument production. However, according to high growth and short cutting period operations, defects such as cracks and knots are often seen. The use of fast growing timber in applications requiring high functionality, such as musical instruments, is extremely limited. In order to utilize fast growing timber as a musical instrument material, it is necessary to set quality requirements that match the quality of fast growing timber in the existing musical instrument process, and to incorporate them into products to obtain market evaluation. In addition, with a view to applying fast growing timber to high-end products, it is necessary to build a system that can utilize wood with high added value and high efficiency.
- Background (history and development)
-
The history of musical instruments is long, and people were already making musical instruments and enjoying music in ancient Egypt. Many musical instruments were made based on wood, and there was a very important connection between musical instruments and wood. In Japan, domestic piano manufacturing began in the Meiji era (around 1900), and the first Yamaha upright piano was born in 1900. Since then, during Japan’s period of rapid economic growth, as music education in Japan spread and expanded, the number of pianos produced in Japan increased dramatically, starting with Yamaha Corporation (hereinafter referred to as Yamaha)’s predecessor, Nippon Gakki Manufacturing Company (hereinafter referred to as Nippon Gakki; founder: Torakusu Yamaha).
Since the days of Nippon Gakki, Yamaha has manufactured a wide range of instrument groups, including not only pianos but also electrics, guitars, and clarinets (wind instruments). Yamaha’s core instrument manufacturing technology is derived from piano manufacturing technology and is now applied to many products. The wood selected and purchased for musical instruments is conditioned through natural and artificial drying, and then processed into sawn lumber, components, and finished products. The process is basically the same for piano, guitar, wind instruments, percussion, and stringed instruments. Piano processing technology is applied to the processing of each part. For example, the side plate of a guitar (the curved side panel of a guitar (Figure 1)) uses a technique derived from the “Mageneri (bentwood)” technique used to create similarly shaped parts of a grand piano. Furthermore, the “mirror finish” coating, which reminds the black coating of pianos, has also been applied to furniture and automobile interior parts.

Figure 1. Part of the mageneri (bentwood) process for a grand piano Musical instruments are characterized by the use of a wide variety of woods in the right places. World wood production is estimated to be about 3 billion m3 per year. Yamaha’s annual wood procurement volume is approximately 80,000 m3 per year, and by 2021, Yamaha had used more than 70 different types of wood from 26 countries around the world. Among them, tropical broadleaf trees play an important role in the appearance and traditional value standards of the instruments. For example, mahogany (Meliaceae), rosewood (Fabaceae), and ebony (Ebenaceae) are preferred for guitars. Among these, many Fabaceae woods are dark in color, dense, and combine excellent acoustic performance and appearance, and are preferred for guitars, stringed instruments, wind instruments, and percussion instruments. In particular, rosewood, which belongs to the genus Dalbergia in the Fabaceae family, is used in a wide range of instrument groups: Indian rosewood (Dalbergia latifolia) from Southeast Asia and India is used for guitars, Honduras rosewood (Daibergiastevensonii) from Central America is used for marimbas, African blackwood (Dalbergia melanoxylon) from East Africa is used for wind instruments (Figure 2).

Figure 2. African blackwood (left: wood for clarinet, right: individual native to Tanzania) - How to Apply Knowledge
-
The Knowledge “Wood processing technology of tropical fast growing timber for the manufacture of musical instruments” consists of,(1) Wood processing and musical instrument production technology,(2) Procurement of musical instrument materials and supply chain development
(1) Wood processing and musical instrument production technology
Within Yamaha’s production process, a series of steps from the raw wood to the finished product is shown in Table 1. It consists of six work categories. This knowledge mainly focuses on the wood drying process and beyond (After work category 2. Natural drying) among these work categories.
Table 1.Six work categories that compose the wood processing Work category Types Main contents 1. Sawn lumber Sawn lumber From raw wood to board material/ From board material to sawn lumber 2. Natural drying Wood drying 1 Drying board materials and sawn lumber (equalization of moisture content) 3. Artificial drying Wood drying 2 Drying and heat treatment, etc. of board materials and sawn lumber 4. Parts processing Wood processing 1 Parts processing (cutting, gluing, etc.) from sawn lumber 5. Painting Wood processing 2 Painting (spray, automatic machine), drying 6. Assembly Finished Product Grinding, polishing and assembly after painting - Natural drying (Wood drying 1)
- Artificial drying (Wood drying 2)
- Parts processing (Wood processing 1)
- Painting (Wood processing 2)
- Assembly (Finished product)
After processing board materials from logs and sawn lumbers from board materials, they are stacked, dried, and stored in a location either outdoors or indoors with a roof and good ventilation. The purpose of the natural drying process is to homogenize variations in moisture content among individual pieces of wood and release internal distortions after sawing. This also leads to an increase in the yield within the lot in the next process, the artificial drying process. Basically, logs are dried naturally in the area where they were sawn.
Regardless of whether it is board material or sawn lumber, lots are stacked on pallets, and materials are handled on a first-in, first-out basis (the material that is put in first is taken out first). The stacking may reach a height of more than 2 meters above the ground. In most cases, they are sorted and stored by lot for the next process, artificial drying. The natural drying period varies by species, but should be at least 3 months. In the case of musical instrument materials, a natural drying period may be set for several years.
In the case of tropical timber, it may not be possible to take a long drying period on site due to various local circumstances. Particularly in dry regions, rapid drying after the sawing of board materials and sawn lumbers can cause many cracks in wood. Such cracks may lead to cracks (defects) in the component during product processing or in the shipping environment. Therefore, in such cases, the drying conditions must be made controllable at an early stage, and a “shipping-drying” method is selected, which assumes drying during the shipping, export, and transportation processes, and natural drying is performed in another company’s warehouse or in the company’s own space after arrival at the company’s plant. Since it is a long-term inventory, having it under your own control has the advantage of allowing you to safely store the material for a long period of time, but the disadvantage is that it increases your inventory assets.
For musical instrument lumber, the moisture content should be lower than for general use. The finished moisture content should be 10% or less, and depending on the environment of the product’s destination (e.g., cold, dry regions such as the Nordic region), an even lower finished moisture content may be set.
The drying program consists of five steps: initial step, intermediate step, main step, equalizing, and conditioning. The initial and intermediate steps are used to adjust the initial moisture content. The settings for the initial and intermediate steps are changed depending on the initial moisture content of the wood being input, and in this step the moisture content is lowered over about two weeks. Equalizing is done to equalize individual differences within a drying lot. Conditioning should be set to a moisture content near the target moisture content. In these processes, the equilibrium moisture content and rate of moisture absorption/desorption of the wood are important, so it is necessary to understand each parameter depending on the species and shape of the wood.

Figure 3. Natural drying outdoors (left) and Artificial drying oven (right) After artificial drying, the sawn lumbers are processed into the shape of various parts. Some processes may undergo a humidity conditioning (seasoning) process during the parts processing. The various processing steps are line-designed so that large quantities can be processed, and use various wood processing equipment (various types of rotary saws, molders, automatic processing machines). The adhesion process is also included in this process. Various adhesives are used depending on the adhesive application and required strength, including vinyl acetate-based, urea-based, and water-based polymeric isocyanate, and the application amount is set at about 80 to 100 g/m2

Figure 4. Part of the processing steps of guitar neck material Once the parts have been processed, they are sent to the painting process. The painting process involves four steps: grinding process before painting, application of paint, drying, and grinding and polishing after drying.
Pianos are mainly painted with a thick coat of unsaturated polyester paint, and after an undercoating process such as surfacer, a 400-600μm coating is applied. Guitars are sometimes coated with urethane-based paint, while wind instruments and violins are coated with oil-based paint using drying oil. Set the appropriate application method and drying time for each paint. Painting methods include manual brush painting, spray painting using a spray gun, electrostatic painting using an automatic line, and automatic painting using a multi-axis robot.
After painting (grinding and polishing is performed after the paint film dries), various parts are attached to complete the product and shipped. In the production process of musical instruments, sound adjustments are often made after assembly. For example, there are processes to adjust the sound of hammers on a piano, the tuning of a marimba, and the tuning of a guitar before shipment, and then to adjust the joints of the parts.

Figure 5. Guitar assembly and adjustment process (2) Procurement of musical instrument materials and supply chain development
Among tree species considered suitable for musical instrument materials, suppliers (source of supply) and regions are selected based on a comprehensive evaluation of quality, delivery time, cost, and legality/sustainability.
Quality is managed through a Wood Specification Sheet (WSS), which is created for suppliers (lumbering companies, intermediaries, etc.) based on test results during the wood selection process and evaluation results in the development department. The WSS describes the required wood cutting direction (flat grain, straight grain), dimensions, moisture content standards at time of shipment, and required standards for various defects (including limit samples). The prepared WSS is presented to the supplier and agreed upon by both parties to ensure mutual understanding of the standards in the transaction. The exchanged WSS will be utilized in the actual inspection process of the transaction. The quality of wood processed at the supplier is checked against the WSS, and only lumber of a quality agreed upon by both parties is shipped.
Delivery dates are determined by mutual agreement based on various contracts and requirements to be concluded by both parties prior to the start of transactions. In the case of wood, the time from order placement to delivery is longer than for regular purchased goods, often ranging from six months to a year or more. For wood that has such a long delivery date, the next year’s order amount is determined based on the next year’s production plan and inventory forecast (advance ordering). Some suppliers may experience significant delays from delivery dates or fail to meet quality standards. In such cases, adjustments will be made through incoming inspections and negotiations upon arrival, and feedback from the instrument processing steps and transaction data will be used as a reference for procurement in the following fiscal year. In the case of musical instrument materials, the business partners and regions are often limited, but from a BCP (Business Continuity Plan) perspective, suppliers should be selected so that transactions can be made with two or more suppliers, in two countries, and in multiple regions of origin.
Costs are optimized through periodic price adjustments and negotiations. First, at the start of the transaction, based on the quotation provided, the cost of the product to be produced is calculated to determine the appropriateness of the price. After determining the appropriateness, the transaction price will be set.
Regarding legality and sustainability, Yamaha has established its own due diligence system to promote and ensure legal wood procurement, and is now rigorously confirming the legality of logging through document checks and on-site inspections of suppliers. In addition to environmental aspects, the company is also expanding the use of certified wood produced from forests that are sustainable in terms of social and economic aspects, such as the development of local communities. Recently, commercial regulations have become stricter, with rosewood (genus Dalbergia) being listed in Appendix II of The Washington Convention on International Trade in Endangered Species of Wild Fauna and Flora (CITES), and interest in sustainability is increasing worldwide. In particular, musical instrument materials may originate from developing countries in tropical regions, and where laws and regulations are complex, it is considered necessary to create a system that works with local communities.
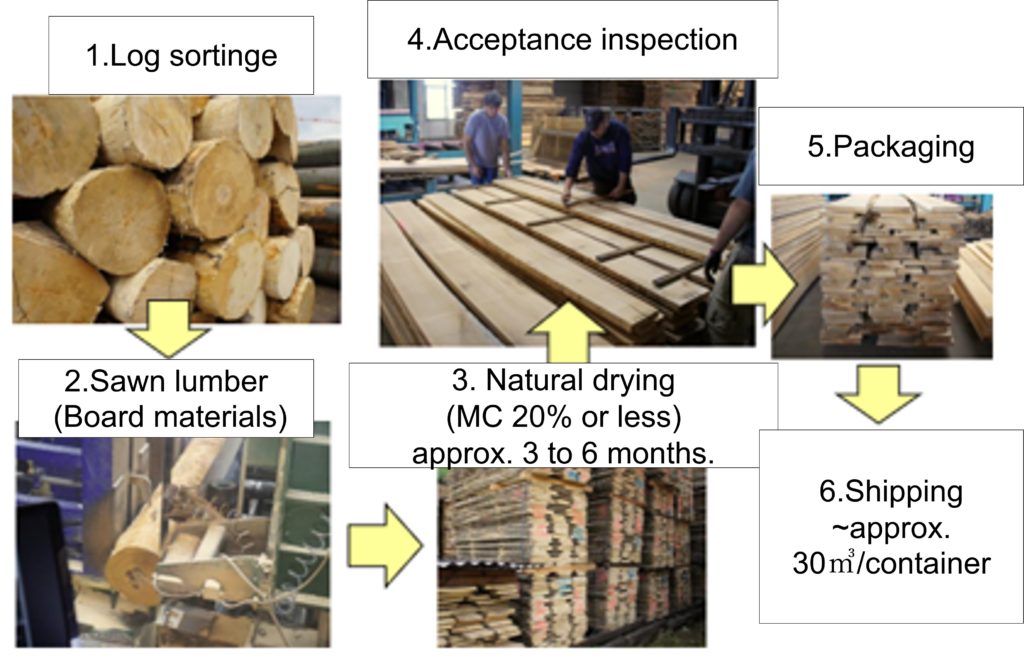
Figure 6. Example of buying, inspecting, and shipping timber

Figure 7. Wood legality investigation (left: legality review board, right: on-site investigation) - Examples of Applying Knowledge
-
Currently, among the musical instruments manufactured and sold by Yamaha, tropical fast growing timber is used in models produced overseas. For example, falcata, eucalyptus, and mahogany are used as instrument components. Falcata is used as a housing material for electronic instruments, and mahogany is used for guitar necks. Eucalyptus is also used as plywood. The main sources of these woods are Southeast Asia and China.
Overseas factories will standardize production process variations and increase mass production with fewer part numbers. While they do not have high quality requirements like Japanese factories, they are required to continue supplying products that meet quality standards to the market for a certain amount of time. Therefore, stable supply and quality of materials, which are more quantities compared to Japan, are essential. In other words, it is relatively easy to select plantation species and fast growing timber, which is particularly useful from the perspective of utilizing fast growing timber, which tends to have defects in materials.
- Positioning and Characteristics of Knowledge in Japan
-
Tropical fast-growing timber has recently been used for various processed wood products such as tableware and furniture, and domestic fast growing timber (e.g., Melia azedarach) is also attracting attention. Although there are few examples of active use of fast growing timber for musical instruments, there are useful tree species such as eucalyptus and acacia, which are planted as raw materials for paper pulp, as well as mahogany, toona, and neem from the Meliaceae family. It will be necessary to develop and expand applications by matching the characteristics of these useful wood species with the different requirements of musical instrument components.
- Owners/inheritors of knowledge
-
- Yamaha Corporation
- Each Yamaha Group company involved in the manufacture of acoustic instruments
- Related URLs (in Japanese)
-
- 1. The History of Yamaha Pianos (Yamaha Corporation)
https://jp.yamaha.com/products/contents/pianos/about/way/index.html - 2. Sustainable Resource Use (Yamaha Corporation)
https://www.yamaha.com/ja/csr/environment/sustainable_resource_use/
- 1. The History of Yamaha Pianos (Yamaha Corporation)
- Other
-
Among tropical fast growing timber species, selecting species that are highly adaptable to the growing environment and easy for local communities, such as rural villages, to carry out nursery work is useful in terms of forest conservation and improving the livelihood of the local people. The advantage of fast growing trees is that they grow quickly and can be used as forest products in the short to medium term. Among these, tree species that do not require much labor from procuring seeds to raising seedlings and planting have a high possibility of being introduced to the region because they do not require equipment or sophisticated management. By cultivating fast growing trees, it can complement land use through mobile agriculture (slash and burn), etc., and propose not only environmentally effective land use, but also the creation of stable forest product income through planting and long-term land use, which is considered useful for long-term forest conservation. In particular, agriculture is often the main industry in rural tropical villages, and the symbiosis between agriculture and forests is essential. For example, Lindi Region in southern Tanzania is a world-class producer of African blackwood (Dalbergia melanoxylon), which is used to make clarinet tube material, and most of the rural population is engaged in sesame farming. In order for land use in sesame agriculture and forest management in resource conservation to coexist, land can be used effectively and the profit structure from forestry can be built up as a track record to increase incentives for forest conservation among the local residents.

Figure 8. Raising useful tree species in a rural village (left: fast growing tree (Neem: Azadirachta indica), right: African blackwood)
Your Knowledge could start making a change, when issue is faced; in forest conservation, or in value chains to use forest resources in a sustainable way.
![]()